Serving Canada & the U.S. Since 1986
Edmonton, Alberta: (780) 448-1430
Edmonton, Alberta: (780) 448-1430


Filtration systems tend to fail in fairly predictable ways. The cause is almost always one of a handful of issues: the wrong media, fluctuating upstream conditions, incorrect system sizing, or a mismatch between what the filtration was designed to handle and what it is actually seeing. This guide covers the most common problems PS Filter encounters in the field, along with practical starting points for diagnosis. Process conditions vary, so every system should be evaluated individually, but these are reliable places to start.
If you are working through a persistent problem and would like a second opinion, we are glad to help.
Filters that plug or blind ahead of schedule are one of the most common complaints in industrial filtration. The cause is almost always either the wrong media for the contaminant type or a problem originating upstream of the filter itself. When filters are plugging faster than expected, it typically means the system is seeing more than it was designed for, or seeing something different altogether.
Possible Causes:
What to Check:


High differential pressure means your filter is working harder than it should be. Left unaddressed, it shortens filter life, increases changeout costs, and can signal a larger system issue upstream. Differential pressure is a normal operating variable, but rapid buildup or a sustained high reading points to a loading problem, a sizing issue, or both.
Possible Causes:
What to Check:
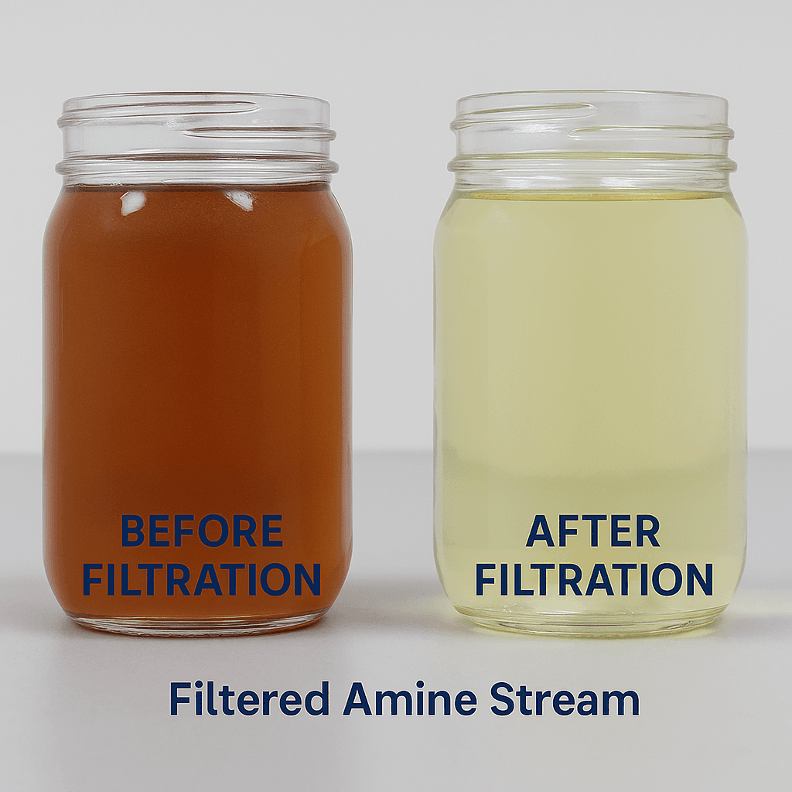
When a filtration system is not removing what it should, the problem is usually the media, the system design, or a gap between expected and actual operating conditions. One of the most common and least obvious causes is the misapplication of nominal-rated versus absolute-rated filters. A nominal-rated filter captures a percentage of particles at a given micron size, while an absolute-rated filter captures virtually all particles at or above that size. When absolute removal efficiency is required, a nominal-rated filter will consistently underperform.
Possible Causes:
What to Check:

Activated carbon is highly effective when properly designed and operated, but it underperforms when contact time is insufficient, flow distribution is uneven, or the wrong carbon has been selected. Empty Bed Contact Time (EBCT) is the key design parameter: it measures how long process fluid is in contact with the carbon bed, and directly affects how much contaminant the system can remove. If EBCT is too low, the carbon will not adsorb the target compounds effectively, regardless of how much carbon is in the vessel.
Possible Causes:
What to Check:
Liquid carryover into downstream gas equipment is a serious operational problem that can damage compressors, turbines, and other sensitive equipment. It typically points to a coalescing issue or an upstream condition that was not accounted for in the original design. A coalescer works by capturing fine liquid droplets and allowing them to merge into larger droplets that drain away from the gas stream. When carryover occurs, it usually means the coalescer is not capturing effectively, or that coalesced droplets are re-entraining because gas velocity is too high.
Possible Causes:
What to Check:

The issues covered above are common starting points, but filtration problems are often application-specific. Process conditions, contaminant chemistry, system design, and operating history all affect how a filtration system behaves and how it fails. PS Filter has been working through these kinds of challenges across oil and gas, water treatment, food and beverage, and other industrial sectors since 1986. If your problem does not fit neatly into the categories above, we would be glad to take a look.